Rotary engineering Maintenance & repair services
Our team of rotary engineers applies their specialist knowledge and experience to optimise performance, maximise efficiency and extend the operational life of your industrial rotary equipment.
Maintenance and inspections
We provide scheduled and on-demand maintenance services for all makes and types of rotary vessels.
The key to effective maintenance of industrial rotary vessels is the ongoing identification and monitoring of potential problems along with the formulation and implementation of action plans to resolve issues before they adversely affect your machinery and your process.
Our fully trained and skilled technical teams carry out regular rotary vessel audits and inspections, monitoring and evaluating the mechanical performance and condition of your valuable plant assets.
Our standard mechanical inspection of a rotary vessel follows a tried and tested format to verify equipment condition and report on recommendations for courses of action that will help avoid failures and future plant down-time.
Inspections include diagnostic evaluations of the support and thrust rollers and roller support bases, assessment of the shell and tyre condition, positioning and design, the mechanical condition of the drive system, including the girth gear and pinion, the vibration and movement of piers and support beds and the lubrication systems. Our inspection routine and reports can easily be incorporated into your plants FEMA and preventative maintenance plans and our reports can be key inputs in support of capital expenditure requests.
We recognise that even the best plants and equipment can still have unforeseen breakdowns and our team provide a rapid response to breakdowns providing hands-on engineers who can assist in not only carrying out quick-fix solutions to get the plant back on line but also provide expertise and analysis to determine the root cause and provide a long-term solution. Once the long-term solution is identified we will ensure the repair is carried out successfully by providing technical supervision of the work or by implementing a turnkey repair solution.
Our experienced staff can also, via public or customised in-house training seminars, pass on our knowledge to your own maintenance team. Our training seminars have been run for over 15 years and have been held across many territories including Russia, Ukraine, Scandinavia, South Africa, Greece, Turkey, UK, Belgium and the Netherlands. We share with your maintenance staff the key knowledge they need to carry out their own maintenance inspections and planning. We also provide details of the contacts and help they can access when they encounter unexpected on-site problems.

Resurfacing and grinding
For many reasons, rotary kiln and vessel tyre and roller surfaces can show signs of wear, such as pitting, spalling, cracking, marking, irregular face profiles and rolled-over edges.
These conditions can cause vibration, high power consumption, alignment problems and short bearing life which result in premature bearing failure and damage to the tyre retaining components.
Resurfacing restores the support contact surfaces by removing surface material which takes out fissures and spalls, eliminates tramp material and compensates for eccentric motion due to shell run-out.
Tyres, support rollers, thrust rollers and tyre thrust faces can all be restored to surface finishes that meet and exceed OEM tolerances. Worn support roller and tyre faces are ground in-situ whilst the rotary unit is in normal production. Unique machines use fast cutting grinding cup stones to cut a true arc about no fixed centre and restore surfaces to a smooth and cylindrical profile.
Resurfacing facilitates the accurate adjustment of support rollers and improves mechanical stability.
Our grinding engineers are seasoned professionals who calculate and supervise the setting up of the machines and use information such as the material’s characteristics, rotational speed and stability of the rotary vessel, the initial condition of rollers and tyres and the grinding machine motor amps; all of this information is used to restore the rotating surfaces to ‘as new’ condition.
British Rema’s grinding equipment consists of three distinct types of machines:
1. Tyre grinding machines
2. Support roller grinding machine
Tyre and roller grinding machines are available in three sizes and can accommodate tyres and rollers from 100mm wide to the largest in service.
3. A cup wheel grinding machine which is air powered and has its own design of mounting system
This equipment is specifically designed to restore the steps on the edges of thrust rollers and remove the mushroomed edges of tyres and support rollers.
The tyre grinding machine operates to principle of a centreless grinding machine using a cup type grinding stone. This allows the cutting process to restore the surface finish without being influenced by the tyre’s small movement from its centre-point during rotation. The grinding machine takes a lighter cut in the hollow areas and heavier cut in the raised areas. Failure to use this principle results in extreme surface damage if a fixed cutting tool is used, or a good surface finish but no improvement in out of roundness if a belt grinder is used.
The roller grinding machine utilises the operating centre of the support roller shaft to remove taper, restore surface finish and ensure accurate concentricity.
The thrust roller grinding machine is clamped in position alongside the thrust roller and its high rotational speed quickly removes the unwanted step.
The machines are used in combination to simultaneously resurface both the tyre and support rollers at the vessel. It is most important to resurface following this procedure because the tyres and rollers will have work hardened during operation. Resurfacing removes this work hardened surface exposing the softer inner core. If the resurfaced part was allowed to operate in conjunction with a work hardened surface the newly refurbished part would quickly replicate the shape of the work hardened part, which may be tapered, convex or concave, this defeats the objective of the repair.

Alignment
Alignment of the shell between the support piers, girth gear to pinion, and tyres to support rollers is essential to prolong the service life of all industrial rotary vessels.
Flexing and distortion of the shell vastly increases mechanical wear and can severely reduce shell and refractory brick life. Poor load-sharing and shell cranking lead to roller and bearing problems.
Correct alignment improves service life through increased mechanical stability and decreased mechanical stress on the shell, tyres, tyre pads and retainers, support rollers, roller bearings and shafts, which eliminates aggressive and costly component wear.
The main advantage of regular alignment surveys of your rotary vessel is preventative maintenance as we can detect potential issues and recommend ways of eliminating the problems before they develop into critical mechanical failures.
We recommend carrying-out regular full alignment surveys on all kilns and other rotary vessels. Our experienced engineers can analyse and resolve rotary vessel issues accurately and quickly to eliminate ongoing damage; prolonging the life of your equipment and reducing costly down-time.
Our engineers use various methods of alignment, depending on what are the specific requirements of the given task:
Hot Kiln/Rotary Vessel Alignment surveys are carried-out during normal operation, no down-time is required, and is appropriate for both 2-pier units as well as the larger multiple-pier units used in the cement industry.
We use the ‘direct method’ of hot alignment survey (roller and tyre diameters are not required to calculate the shell axis position as the survey readings are reflector-less and taken from the vessel shell directly). This eliminates any inherited errors which other methods on the market include by measuring worn-out rollers’ and tyres’ diameters.
Our Hot Alignment procedure and reports include:
– Kiln/rotary vessel axis survey, also indicating the roller movements needed to straighten the shell axis
– Kiln/rotary vessel shell flexion (ovality) and tyre migration readings
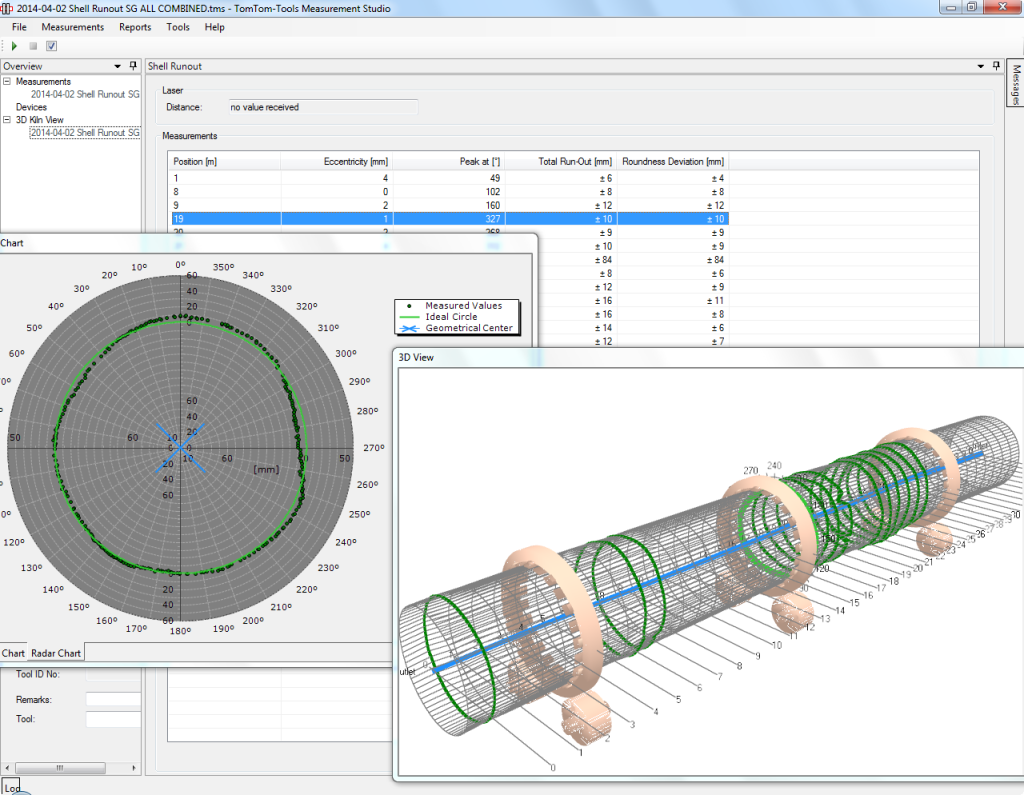
– Kiln/rotary vessel shell eccentricity and profile (as to determine the shell deformations and cranking, 3D model available on request)
– Kiln/rotary vessel shell temperature profile
– Rollers’ slope (inclination) measurements
– Tyres and Girth-Gear axial run-out readings (upon request, as an optional extra)
– Roller shaft deflections (upon request, as an option-extra)
– Full visual and mechanical inspection of the unit in hot running conditions
– A comprehensive list of the recommendations that include the actions needed to correct any issues found.
Cold Kiln/Rotary Vessel Alignment survey (normally carried out on 2-pier units) is carried-out over a shutdown, or over a new 2-pier drum installation and positioning.
Inner Bore-Site Alignment is carried-out over new kiln or rotary vessel installation to align the shell segments before welding; The same procedure can be carried out over a shell section replacement, if applicable.
Thrust-monitor dynamic roller balancing, applicable to 2-pier units. This unique system can detect the thrust direction of each individual roller and the magnitude which impacts the spherical roller bearings. The system allows setting the neutral roller thrust and correct axial float of the unit in minimal downtime. Please note that the reverse direction of the drum rotation would be also required to perform the procedure.
Typically the thrust monitor procedure follows in-situ resurfacing/grinding of rollers and tyres as it requires good roller and tyre contact and oil-free rolling surfaces.
We use state-of-the-art instruments capable of high precision measurements in all of our alignments methods. Reflector-less computerised surveying total-stations are used for gaining direct readings from the vessel-shell for maximum accuracy. Precise and repeatable results are assured. Every alignment procedure is carried-out quickly and accurately.
We present full alignment reports detailing the measurement results, observation findings and our recommendations on how to rectify any issues.
Drive shaft alignment service
In order to guard against damage to bolts and ancillary parts caused by the effects of misalignment and to ensure the correct concentric rotation of the vessel shaft, British Rema engineers can carry out a simple and quick preventive maintenance procedure using a standard SKF alignment set and a tablet to ensure the kiln drive shaft remains in perfect alignment and potential mechanical failures are avoided.
Repairs
We provide a full range of repairs, refurbishment, replacement and installation services to extend the service life of rotary vessels.
Our repair and installation work can involve simple repair work such as changing bearings and rollers, installing or reversing girth gears, replacing tyres, rollers, tyres and support bases, doing filler bar work by shimming tyres, changing shell sections, installing seals, mill repairs, grate cooler repairs – right through to the installation of new rotary vessels.
Our involvement is flexible and designed to meet your requirements. We pride ourselves on working in partnership and openly with our customers to achieve a cost-effective solution. We can provide expert supervision of repair work carried out by in house staff or preferred contractors alternatively we can provide full turnkey project solutions.
All of our repair work is carried out to internationally recognised standards of tolerance, quality and safety. The work is supported by our in-house design engineers and our procurement team will ensure all parts supplied are sourced competitively and ethically from our global approved supply chain partners.
We comply with our customers’ health and safety and environmental requirements when on-site. Our safety standards and record are second to none and we can provide references from some of the most demanding of customers and industries including fertilisers, petrochemical, fine chemical and catalyst manufacturing.

